TORONTO, ONTARIO--(Marketwired - Jan. 19, 2016) -
Editors Note: There are three photos associated with this Press Release.
Alabama Graphite Corp. ("AGC" or the "Company") (TSX VENTURE:ALP)(OTCQX:ABGPF)(FRANKFURT:1AG) is pleased to provide the following results from downstream lithium-ion battery tests recently performed on the Company's Coated Spherical Purified Graphite ("CSPG") that was produced from flake graphite obtained from the Company's Coosa Graphite Project.
AGC is the sole owner of the Coosa Graphite Project, located in east-central Alabama, USA. The Company's mission is to become a vertically integrated green-energy supply chain producer of CSPG for the American lithium-ion battery industry.
HIGHLIGHTS
- Independent battery testing evaluated CSPG produced by the Company's proprietary CSPG manufacturing process. The test results demonstrated that AGC's CSPG responded very well in CR2016 lithium-ion battery coin cell (half-cell with Lithium counter electrode) performance testing;
- A total of 60 CR2016 lithium-ion half-cell batteries were manufactured in the U.S.A. with AGC's CSPG as a material component. These 60 batteries were the ones that were utilized in the preliminary tests being reported on;
- Spheronization (shaping), micronization (classification by size) and surface coating of graphite from AGC's Coosa Graphite Project was achieved through the Company's innovative, proprietary specialty midstream CSPG manufacturing process which utilizes what AGC believes are environmentally sustainable processing methods (that is, without the use of hydrofluoric, hydrochloric, sulfuric, nitric acids and alkalis);
- The CSPG that was tested performed well and achieved near theoretical electrochemical performance;
- An ultra-high-purity grade (99.95% Cg) of CSPG was achieved;
- Graphite percentage by loss-on-ignition test was 99.95 wt% C;
- Tap Density* was 0.985 g/cm3 (gram per cubic centimeter);
- Tight control was achieved over CSPG particle size distribution (CSPG particle size distribution plays a crucial role in battery design for high capacity (mAh) rating and efficiency of cycling);
- Initial performance suggests that AGC's CSPG has high stability upon cycling;
- High-rate pulse discharge indicates that the CSPG can operate at high drain rates;
- AGC's CSPG has a comparatively low 0.62 m2/g BET surface area, which is a key safety metric as well as a prerequisite for achieving low irreversible capacity loss;
- Testing results on the Company's CSPG exceed the performance of the comparison benchmark of commercially available grade material; and
- The test results confirm AGC's potential midstream capability to manufacture and tailor lithium-ion battery anode grade graphite in order to create value-added products to meet highly demanding downstream customer specifications.
* Note: Tap density of powders, granules, flakes, and other finely divided solids is an important characteristic and commonly measured property of numerous materials. For lithium-ion batteries, a high number (measured in g/cm3) for the anode material is desired and AGC's CSPG tap density was 0.985 g/cm3. This test is run in accordance with ASTM standards: D4781-03. Tap density is a standard test used by professionals who work with graphite particles in the battery industry to indicate the amount of graphite that can be incorporated and, thus, maximize the specific energy of a battery.
INDUSTRY BACKGROUND INFORMATION
In supply chain management, the terms "upstream", "midstream" and "downstream" are used to refer to the relative positions within a chain of production processes that exist within several industries, including the metals industry, the oil & gas industry and also several industrial and consumer end-product industries. These terms are also utilized in the battery and energy-storage industries. The upstream stage of the production process involves searching for and extracting of raw materials. The downstream stage in the production process involves processing the materials collected during the upstream stage into a finished product for use or consumption by customers. "Midstream" is the essential segue between the exploration and production (upstream) and the manufacturing of end products and marketing (downstream).
Graphite is a critical strategic mineral (the USA has declared graphite a supply critical mineral; the European Union declared graphite a critical raw material). The United States currently imports 100% of all graphite consumed. There is currently no upstream domestic supplier of graphite in the United States. Although there are approximately 200 downstream graphite applications, the one with the most expected significant and enduring future demand is lithium-ion batteries (graphite is used to manufacture the anode in a lithium-ion battery). Each electric car contains more than 100 pounds of coated spherical graphite ("CSPG"). It takes 10 to 30 times more graphite than lithium to make a lithium-ion battery.
In the opinion of AGC's management, the world's future upstream graphite demand will be driven primarily by the expanding downstream demand for lithium-ion batteries (for use in electronic devices, transportation and stationary battery markets). Graphite's unique properties make it the ideal anode material for lithium-ion batteries; however, downstream clients require the performance characteristics of CSPG graphite - not traditional run-of-mine graphite. Accordingly, upstream graphite exploration and development companies will need the services of a midstream processer to advance the quality of the graphite so that it can later be utilized as the anode in a lithium-ion battery. This midstream technological process involves taking natural graphite (an upstream product) and then making a secondary product, by utilizing a process that involves purification, micronization, spheronization, classification, and surface coating, and further optimization of the aforementioned to manufacture a higher quality and better performing product (specifically, CSPG).
Due to environmental and cost concerns, management of AGC believes that the growing lithium-ion battery industry requires a US-based, cost-competitive midstream alternative to current sources of CSPG. For example, American automaker and downstream lithium-ion battery manufacturer Tesla Motors Inc. has publicly stated that it needs to "establish a supply chain that is local and focused on minimizing environmental impact while significantly reducing battery costs," (source: Bloomberg Business, 2014). That company's USD$5 billion Gigafactory 1, currently under construction in Nevada, is scheduled for completion later this year.
Current prices for CSPG produced from natural flake graphite ranges from USD$7,000 and USD$12,000 per tonne, compared to USD$20,000 per tonne for synthetic graphite material made from petroleum coke - the only other currently viable alternative for the anode in a lithium-ion battery (source: Benchmark Mineral Intelligence, 2015). China currently produces approximately 90% of the world's CSPG, utilizing methods - including the use of hydrofluoric acid (source: Industrial Minerals Data, 2015) - that some regard as environmentally irresponsible, unsustainable and not aligned with green-energy initiatives and objectives.
Alabama Graphite Corp.'s intent is to commence small-scale mining and primary flake graphite processing operations in Alabama (this will be AGC's upstream business) and, subsequently, divert 100% of primary production to secondary processing and production of specialty graphite (specifically, CSPG) for use in lithium-ion batteries (this will be AGC's midstream business). For these reasons, AGC considers itself a graphite exploration and development company as well as an aspiring battery materials production and technology company.
This news release reports on the results of some recent downstream testing on lithium-ion batteries that were made with CSPG that was manufactured utilizing AGC's proprietary CSPG manufacturing process. The testing that was done on these batteries yielded results that are principally relevant to the CSPG production process rather than the specific quality or characteristics of the flake graphite found at the Company's Coosa Graphite Project.
AGC's RECENT TESTING RESULTS
Preliminary electrochemical testing on batteries made using AGC's CSPG was conducted by a leading independent North American energy materials laboratory specializing in research and development on industrial graphite, carbon and batteries.
The laboratory completed preliminary testing and measured the performance properties of batteries made from CSPG that was manufactured from flake graphite extracted from AGC's Coosa Graphite Project. The technicians utilized commonly established practices and procedures for their testing and in the development and reporting of the results described below. AGC has withheld the name of the laboratory for reasons of commercial and competitive confidentiality.
Note: Due to reasons of commercial confidentiality, and contractual confidentiality agreements in place at this time, AGC is currently unable to disclose the specific names and locations of the independent laboratories contracted to consult on the Company's CSPG development and/or testing work. AGC management believes that the independent laboratories AGC has contracted with are reputable, competent and internationally recognizable organizations.
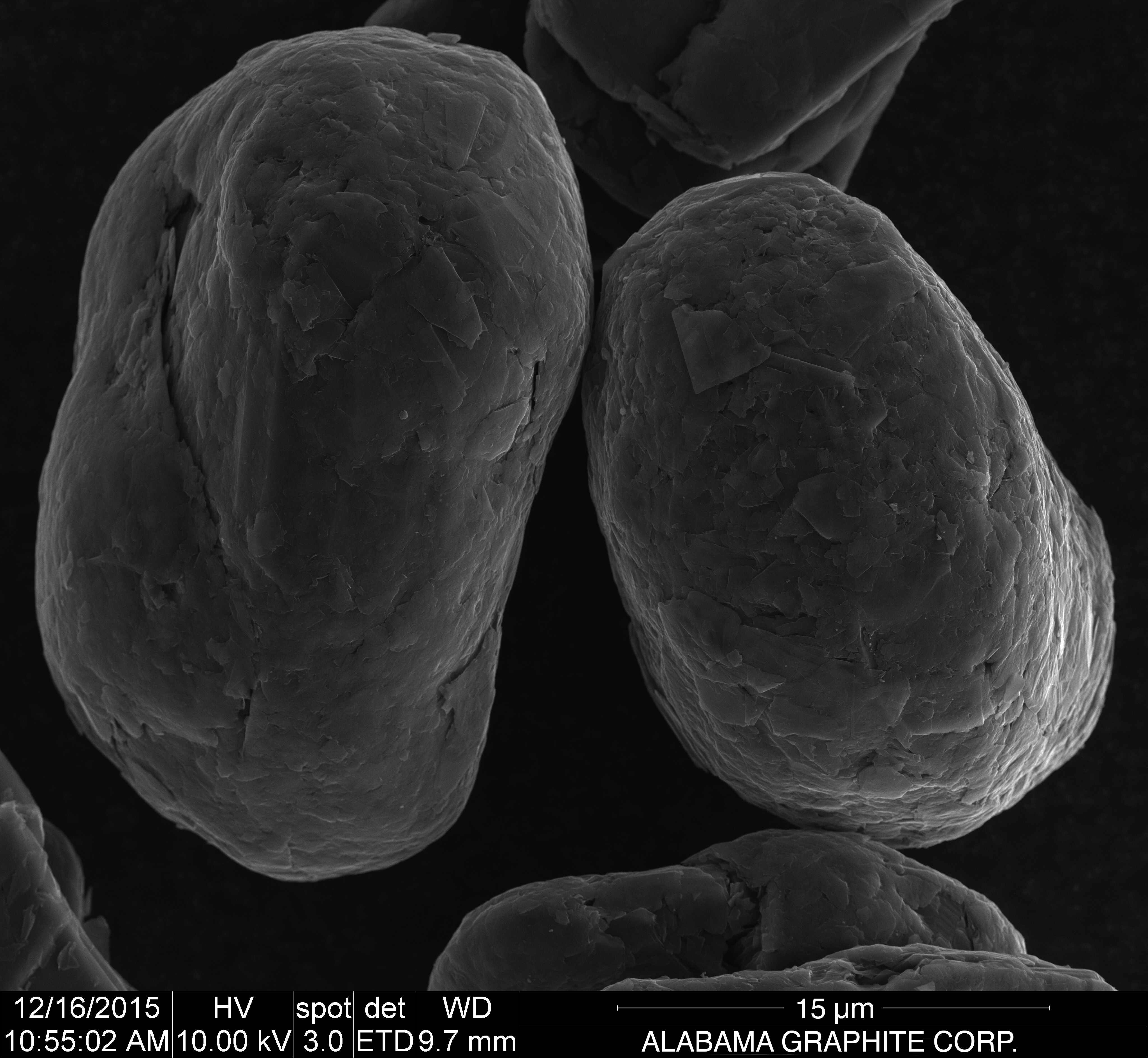
Figure 1: Scanning Electron Micrograph ("SEM") of AGC's 99.95% Cg CSPG
To view Figure 1, please click on the following link: http://media3.marketwire.com/docs/AGCFigure123.jpg
Table 1: AGC's CSPG vs. Commercial Synthetic Graphite
| CR2016 Li-ion Battery Anode | Reversible Capacity (mAh/g) | Irreversible Capacity Loss (%) | BET Surface Area (m2/g) |
| AGC Lithium-ion CSPG D50=18.3 µm |
367.21 mAh/g | 5.09% (94.91% efficient) |
0.62 m2/g |
| Commercial Lithium-ion Synthetic D50=15.8 µm |
347.2 mAh/g | 6.06% (93.94% efficient) |
1.15 m2/g |
Note: mAh/g = milliampere hour per gram
m2/g = square meter per gram
Figure 2: Cross-Section Diagram of AGC's CR2016 Lithium-ion Battery (half cell with Lithium counter electrode, made in the U.S.A.)
To view Figure 2, please click on the following link: http://media3.marketwire.com/docs/AGCFigure2.pdf
In Table 1 above, irreversible capacity loss pertains to the portion of the lithium and electrolyte that is irreversibly tied up after the initial charge of the battery. The efficiency of the battery is reduced during formation cycle. The recorded loss, after the first charge, allows for one to calculate the battery's efficiency (100 minus irreversible capacity loss, equals the anticipated percentage of battery efficiency). For example, if a battery had a 5% irreversible capacity loss, it could be roughly regarded as a 95% efficient battery.
Reversible capacity - meaning, capacity after the first cycle loss - and irreversible capacity are among the most critical metrics for measuring CSPG performance. From these two parameters, the first cycle irreversible capacity loss percentage is calculated, which represents the efficiency of the battery.
As seen in Table 1 above, the battery made using AGC's CSPG demonstrated a reversible capacity of 367.21 mAh/g at 1.80 V vs. Li/Li+ electrode, and an irreversible capacity loss of 5.09% in a proprietary electrolyte system at room temperature. In other words, 386.89 mAh/g of energy charge resulted in 367.21 mAh/g of energy discharge. The theoretical limit for graphite is 372 mAh/g. These results - representing a 94.91% efficient battery - are regarded as excellent in the lithium-ion battery industry and generally exceed the specifications of major battery manufacturers. Although preliminary, AGC management believes the low irreversible capacity loss of the Company's CSPG may hold outstanding potential to lead to the production of higher capacity lithium-ion batteries.
Figure 3: Initial Galvanostatic Cycling of Coosa CSPG in CR2016 Cells vs. Li/Li+ Counter Electrode
To view Figure 3, please click on the following link: http://media3.marketwire.com/docs/AGCFigure3.pdf
Note: The C-rate of C/20 means that the necessary current is applied or drained from the battery to completely charge or discharge it in 20 hours, which is a low discharge rate.
Many commercial grades of anode graphite currently available result in batteries with irreversible capacity losses ranging from 10% to less than 8%. Irreversible capacity losses of less than 6% are generally considered excellent by lithium-ion battery experts (source: Panasonic Corporation, 2015).
A battery made using a benchmark commercial grade of premium quality synthetic graphite was utilized as a comparison sample and provided a reversible capacity of 347.2 mAh/g and irreversible capacity of 369.59 mAh/g, resulting in an irreversible capacity loss of 6.06%. These results represent a 93.94% efficient battery.
These preliminary electrochemical results indicate that the battery made using the Company's CSPG outperformed a comparable battery that was made using a commercial grade of synthetic graphite and that the Company's CSPG battery showed superior reversible capacity, irreversible capacity, irreversible capacity loss, and a lower BET (Brunauer, Emmett and Teller) surface area.
Donald Baxter, P.Eng., President and Chief Executive Officer of AGC stated, "We are very pleased with these positive preliminary results of our natural flake CSPG material's performance in lithium-ion battery testing. Our recently released Preliminary Economic Assessment demonstrated that our planned vertically integrated, proprietary CSPG production process holds the potential for AGC to become a U.S. supplier of specialty, secondary-processed graphite products for the lithium-ion battery markets."
Note: a preliminary economic assessment is preliminary in nature, it includes inferred mineral resources that are considered too speculative geologically to have economic considerations applied to them that would enable them to be categorized as mineral reserves and there is no certainty that the preliminary economic assessment will be realized.
"These test results indicate that our CSPG from natural flake graphite is not only suitable for lithium-ion battery use, but that its performance appears to be superior to costlier and environmentally questionable synthetic graphite," commented Mr. Baxter. "We look forward to conducting additional battery and CSPG testing, including long-term cycling performance testing, which is another critical metric in demonstrating the performance of CSPG as a battery material."
Additionally, the exceptionally low BET (Brunauer, Emmett and Teller surface area analysis) 0.619 m2/g surface area of the Company's CSPG is excellent, as it pertains to lithium-ion battery safety. Very few commercially available coated spherical graphite products have surface areas less than 1 m2/g (source: Panasonic Corporation, 2015). The use of higher surface area carbons in lithium-ion batteries can contribute to increased temperatures in batteries and, possibly, contribute to the occurrence of thermal runaways (a thermal runaway refers a catastrophic malfunction and fire in which excessive heat causes more heat until all available fuel is used up). One example of fuel for a fire in lithium-ion cells is the flammable electrolyte solvent. The graphite will not burn in the temperatures achieved in battery fires, but high surface area graphite could contribute to the initial kick-off of thermal runaway reaction that could later propagate to the cathode side. Also, a low surface area is widely considered a prerequisite for achieving low irreversible capacity loss results.
One of the challenges with using carbon-based materials in lithium-ion batteries is the formation of a Solid Electrolyte Interface ("SEI") layer around the particles of graphite after the battery's formation cycling. By consuming available ions of Lithium, the SEI layer produces an irreversible capacity loss. A thin SEI layer is more desirable. Generally, the lower the surface area, the less lithium is lost in forming the SEI layer (and the safer the battery) and the lower the irreversible capacity loss.
CONCLUSION
The Company is pleased with its recent battery testing results. AGC will continue to develop, optimize and scale up its midstream manufacturing process for CSPG and conduct further testing of the Company's CSPG in lithium-ion batteries. Further results will be disclosed accordingly.
Qualified Person
Donald K. D. Baxter, P.Eng., President, Chief Executive Officer and Executive Director of AGC, is a Qualified Person as defined by National Instrument 43-101 ("NI 43-101") guidelines, and has reviewed and approved the content of this news release.
About Alabama Graphite Corp.
Alabama Graphite Corp. is a Canadian-based flake graphite exploration and development company as well as an aspiring battery materials production and technology company. The Company operates through its wholly owned subsidiary, Alabama Graphite Company Inc. (a company registered in the state of Alabama). With an advancing flake graphite project in the United States of America, Alabama Graphite Corp intends to become a reliable, long-term U.S. supplier of specialty high-purity graphite products. A highly experienced team leads the Company with more than 100 years of combined graphite mining, graphite processing, specialty graphite products and applications, and graphite sales experience. Alabama Graphite Corp. is focused on the exploration and development of its flagship Coosa Graphite Project in Coosa County, Alabama, and its Bama Mine Project in Chilton County, Alabama as well the research and development of its proprietary manufacturing and technological processing process of battery materials.
Alabama Graphite Corp. holds a 100% interest in the mineral rights for these two U.S.-based graphite projects, which are both located on private land. The two projects encompass more than 43,000 acres and are located in a geopolitically stable, mining-friendly jurisdiction with significant historical production of crystalline flake graphite in the flake graphite belt of central Alabama, also known as the Alabama Graphite Belt (source: U.S. Bureau of Mines). A significant portion of the Alabama deposits are characterized by graphite-bearing material that is oxidized and has been weathered into extremely soft rock. Both projects have infrastructure in place, are within close proximity to major highways, rail, power and water, and are approximately three hours (by truck or train) to the Port of Mobile, the Alabama Port Authority's deep-seawater port and the ninth largest port by tonnage in the United States (source: U.S. Army Corps of Engineers/USACE). The state of Alabama's hospitable climate allows for year-round mining operations and the world's largest marble quarry (which operates 24 hours a day, 365 days a year in Sylacauga, Alabama), is located within a 30-minute drive of the Coosa Graphite Project.
As announced on October 13, 2015, the Coosa Graphite Project hosts an National Instrument 43-101 ("NI 43-101") Indicated Mineral Resource Estimate of 78.5 million tons grading 2.39% graphitic carbon (Cg) - the largest Indicated Mineral Resource of flake graphite in the United States. On November 30, 2015, Alabama Graphite Corp. announced the results of its NI 43-101 Preliminary Economic Assessment ("PEA") for the Coosa Graphite Project, indicating a potentially low-cost project with potential positive economics. The PEA is based on the Coosa Graphite Project producing two finished (final) specialty, secondary-processed graphite products - a coated spherical graphite product ("CSPG") and a purified micronized flake graphite product ("PMG"). The PEA is not modelled on producing a final run-of-mine ("ROM") graphite concentrate product typical of other conventional flake graphite projects. The products Alabama Graphite Corp. intends to produce are targeted to address the needs of clean-tech and green-energy customers; products that are in high demand, and command the highest prices in the flake graphite space, with historically inelastic pricing. Please refer to the Company's technical report titled "Alabama Graphite Corp. Preliminary Economic Assessment (PEA) on the Coosa graphite Project, Alabama, USA" dated November 27, 2015, prepared by independent engineering firms AGP Mining Consultants Inc. and Metal Mining Consultants Inc., and filed on SEDAR at www.sedar.com.
Note: A preliminary economic assessment is preliminary in nature, it includes inferred mineral resources that are considered too speculative geologically to have economic considerations applied to them that would enable them to be categorized as mineral reserves and there is no certainty that the preliminary economic assessment will be realized.
*Inferred Mineral Resources represent material that is considered too speculative to be included in economic evaluations. Additional trenching and/or drilling will be required to convert Inferred Mineral Resources to Measured or Indicated Mineral Resources. Mineral Resources that are not Mineral Reserves do not have demonstrated economic viability. There is no guarantee that all or any part of the Mineral Resource will be converted into a Mineral Reserve.
For further information and updates on the Company or to sign up for Alabama Graphite Corp. News, please visit www.alabamagraphite.com or follow us on Twitter, Facebook and LinkedIn.
Disclaimer for Forward-Looking Information
This press release contains forward-looking information under applicable Canadian securities laws ("forward-looking statements") that are based on the beliefs of management and reflect Alabama Graphite Corp.'s current expectations. When used in this press release, the words "estimate", "project", "belief", "anticipate", "intend", "expect", "plan", "predict", "may" or "should" and the negative of these words or such variations thereon or comparable terminology are intended to identify forward-looking statements. Such statements reflect the current view of Alabama Graphite Corp. with respect to risks and uncertainties that may cause actual results to differ materially from those contemplated in those forward-looking statements.
By their nature, forward-looking statements involve known and unknown risks, uncertainties and other factors which may cause our actual results, performance or achievements, or other future events, to be materially different from any future results, performance or achievements expressed or implied by such forward-looking statements. Such factors include, among other things, the interpretation and actual results of current exploration activities; changes in project parameters as plans continue to be refined; future prices of graphite; possible variations in grade or recovery rates; failure of equipment or processes to operate as anticipated; the failure of contracted parties to perform; labor disputes and other risks of the mining industry; delays in obtaining governmental approvals or financing or in the completion of exploration, as well as those factors disclosed in the Company's publicly filed documents. Forward-looking statements are also based on a number of assumptions, including that contracted parties provide goods and/or services on the agreed timeframes, that equipment necessary for exploration is available as scheduled and does not incur unforeseen breakdowns, that no labor shortages or delays are incurred, that plant and equipment function as specified, that no unusual geological or technical problems occur, and that laboratory and other related services are available and perform as contracted.
Forward-looking statements are made based on management's beliefs, estimates and opinions on the date that statements are made and Alabama Graphite Corp. undertakes no obligation to update forward-looking statements (unless required by law) if these beliefs, estimates and opinions or other circumstances should change. Investors are cautioned against attributing undue certainty to forward-looking statements.
Alabama Graphite Corp. cautions that the foregoing list of material factors and assumptions are not exhaustive. When relying on Alabama Graphite Corp. forward-looking statements to make decisions, investors and others should carefully consider the foregoing factors and assumptions and other uncertainties and potential events. Alabama Graphite Corp. has also assumed that the material factors and assumptions will not cause any forward-looking statements to differ materially from actual results or events. However, the list of these factors and assumptions is not exhaustive and is subject to change and there can be no assurance that such assumptions will reflect the actual outcome of such items or factors.
NEITHER THE TSX VENTURE EXCHANGE NOR ITS REGULATION SERVICE PROVIDER (AS THAT TERM IS DEFINED IN THE POLICIES OF THE TSX VENTURE EXCHANGE) ACCEPTS RESPONSIBILITY FOR THE ADEQUACY OR ACCURACY OF THE CONTENT OF THIS NEWS RELEASE.
Website / LinkedIn / Facebook / Twitter
To view the photos associated with this press release, please visit the following links:
http://www.marketwire.com/library/20160119-AGCFigure800.jpg
http://www.marketwire.com/library/20160119-Figure2screen800.jpg
http://www.marketwire.com/library/20160119-Figure3screen800.jpg
Contact Information:
Ann-Marie M. Pamplin, BA (Hons), BEd
Director of Investor Relations
+1 (416) 309-8641
apamplin@alabamagraphite.com
www.alabamagraphite.com
Alabama Graphite Corp.
First Canadian Place
100 King Street West - Suite 5700
Toronto, Ontario
M5X 1C7
CANADA



{kind=link}